Automatisering robotlaslijn dankzij samenspel tandwielkasten, rondsels en heugels

Constructies voor kassen in de tuinbouwsector bestaan uit een grote hoeveelheid stalen elementen die deels aan elkaar worden gelast. Maurice Kassenbouw uit Horst maakt voor de lasprocessen al twintig jaar gebruik van de Yaskawa lasrobots. Toen deze aan vervanging toe waren, sprak het bedrijf de wens uit om de productie zover mogelijk te automatiseren. Naar aanleiding van deze vraag is een geheel nieuwe productielijn ontwikkeld waar tien handling- en lasrobots op tracks zich via rondsels bewegen over tandheugels van Apex Dynamics. Door deze nauwkeurige, geautomatiseerde oplossing is het aantal benodigde mensen voor het productieproces vergaand gereduceerd.
 Uitgave Aandrijftechniek September 2021
Uitgave Aandrijftechniek September 2021
Kasconstructies voor de tuinbouw zijn opgebouwd uit een groot aantal stalen elementen die worden gecombineerd met glas- of kunststofplaten. De balken en tralies worden daarbij zodanig met elkaar verbonden dat er een lichtgewicht, maar sterke constructie ontstaat die volledig is afgestemd op de eisen van de tuinder. Qua grootte, duurzaamheid, ventilatiemogelijkheden, zonwering enzovoorts.
Van Produlas…
 Bij kassenbouwbedrijf Maurice Kassenbouw uit Horst, wordt een groot deel van deze verbindingen tussen de stalen delen gerealiseerd middels lassen. Hiervoor maakt het bedrijf al jaar en dag gebruik van lasrobots. Vlak voordat Corona uitbrak gaf het bedrijf aan dat de inmiddels twintig jaar oude Yaskawa robots aan vervanging toe waren. Hiervoor kwam het bedrijf terecht bij Roboflex; een bedrijf uit Oosterhout dat zich sinds 1999 onder de naam Produlas in eerste instantie bezig hield met productielassen voor derden. Later kwam daar de verkoop van Yaskawa robots bij.
Bij kassenbouwbedrijf Maurice Kassenbouw uit Horst, wordt een groot deel van deze verbindingen tussen de stalen delen gerealiseerd middels lassen. Hiervoor maakt het bedrijf al jaar en dag gebruik van lasrobots. Vlak voordat Corona uitbrak gaf het bedrijf aan dat de inmiddels twintig jaar oude Yaskawa robots aan vervanging toe waren. Hiervoor kwam het bedrijf terecht bij Roboflex; een bedrijf uit Oosterhout dat zich sinds 1999 onder de naam Produlas in eerste instantie bezig hield met productielassen voor derden. Later kwam daar de verkoop van Yaskawa robots bij.
Tommy Hofkens is operationeel manager en mede-eigenaar en geeft aan: “Het verkopen van robotinstallaties als aanvulling op ons eigen laswerk liep erg goed. Lasrobots zijn in de lasautomatisering immers niet meer weg te denken. Ze bieden een hogere efficiëntie, lagere arbeidskosten en dragen bovendien bij aan een hoge en constante kwaliteit. Bovendien wordt de bijbehorende software ook steeds verder verbeterd waardoor robots voor steeds complexere lasprocessen zijn in te zetten. Dit maakt ze tevens steeds rendabeler voor kleinere series. Daarbij komt dat wij vanuit onze eigen ervaring de juiste expertise konden leveren bij het aankopen van robots. Een lasproces is immers complex en de kwaliteit is afhankelijk van diverse factoren die nauw luisteren. De juiste robot en vooral de juiste programmering en opspanning zijn dus van cruciaal belang.”
… naar Roboflex
![]() Door het uitbreiden van het dienstenpakket met de verkoop en inbedrijfstelling van Yaskawa robots, ontving het bedrijf de afgelopen jaren ook steeds vaker de vraag om de handlingsystemen rondom de robots te verzorgen. Zodanig dat klanten hun productielijnen vergaand kunnen automatiseren. Omdat Produlas hierin een goede toekomst zag, is besloten om de naam Produlas om te zetten naar Roboflex; een naam die de activiteiten beter dekt. Het bedrijf richt zich nu hoofdzakelijk op de engineering, productie, assemblage, levering en inbedrijfstelling van robotautomatisering in de breedste zin van het woord. Er wordt zoveel mogelijk in de eigen hal in Oosterhout geproduceerd; of het nu om verspanende bewerkingen gaat of assemblagewerkzaamheden. Externe partijen worden alleen ingeschakeld voor het coaten van de onderdelen.
Door het uitbreiden van het dienstenpakket met de verkoop en inbedrijfstelling van Yaskawa robots, ontving het bedrijf de afgelopen jaren ook steeds vaker de vraag om de handlingsystemen rondom de robots te verzorgen. Zodanig dat klanten hun productielijnen vergaand kunnen automatiseren. Omdat Produlas hierin een goede toekomst zag, is besloten om de naam Produlas om te zetten naar Roboflex; een naam die de activiteiten beter dekt. Het bedrijf richt zich nu hoofdzakelijk op de engineering, productie, assemblage, levering en inbedrijfstelling van robotautomatisering in de breedste zin van het woord. Er wordt zoveel mogelijk in de eigen hal in Oosterhout geproduceerd; of het nu om verspanende bewerkingen gaat of assemblagewerkzaamheden. Externe partijen worden alleen ingeschakeld voor het coaten van de onderdelen.
 Tommy Hofkens: “Verder hebben we een voorkeur voor de speciale, grote projecten waarin onze kennis met betrekking tot zowel lassen als automatisering essentieel is voor het bereiken van een goed eindresultaat. In de meeste gevallen maken we gebruik van een 6-assige Yaskawa robot die we zelf programmeren. Omdat we tevens erkend systeempartner van Yaskawa Benelux zijn, voeren we ook projecten samen met hen uit. Daarbij komen overigens niet alleen de technische prestaties aan bod, maar wordt ook maximaal ingezet op veiligheid en ergonomie om mensen zo goed en veilig mogelijk te kunnen laten werken.”
Tommy Hofkens: “Verder hebben we een voorkeur voor de speciale, grote projecten waarin onze kennis met betrekking tot zowel lassen als automatisering essentieel is voor het bereiken van een goed eindresultaat. In de meeste gevallen maken we gebruik van een 6-assige Yaskawa robot die we zelf programmeren. Omdat we tevens erkend systeempartner van Yaskawa Benelux zijn, voeren we ook projecten samen met hen uit. Daarbij komen overigens niet alleen de technische prestaties aan bod, maar wordt ook maximaal ingezet op veiligheid en ergonomie om mensen zo goed en veilig mogelijk te kunnen laten werken.”
Automatisering kassenbouwlijn
 Terug naar Maurice Kassenbouw die bij Roboflex aangaf dat de Yaskawa robots aan vervanging toe waren. Omdat dit Limburgse bedrijf zelf altijd bezig is met innovatie en technologie, was een 1:1 vervanging van de robots geen optie. Al snel werd daarom besloten om de mogelijkheden tot automatisering te bekijken.
Terug naar Maurice Kassenbouw die bij Roboflex aangaf dat de Yaskawa robots aan vervanging toe waren. Omdat dit Limburgse bedrijf zelf altijd bezig is met innovatie en technologie, was een 1:1 vervanging van de robots geen optie. Al snel werd daarom besloten om de mogelijkheden tot automatisering te bekijken.
Aan de digitale tekentafel werden de eerste ontwerpen gemaakt voor een nieuwe productielijn. Deze begint bij het inleggen van de losse onderdelen, zoals boven- en onderranden, diagonalen, eindplaten en schetsplaten in een mal. Na een controle wordt de mal met onderdelen doorgevoerd naar de lasrobots die de lassen leggen en het product togen (voorspanning geven). Na het lassen worden de producten opgestapeld door een speciaal ontworpen kraan. Vervolgens wordt de mal weer naar het begin van de lijn getransporteerd waar het proces zich herhaalt.
Lineaire opstelling
 Tommy Hofkens: “Je start altijd met het intekenen van de opbouw van de lijn waarbij je rekening houdt met afmetingen, gewichten, gewenste buffers enzovoorts. In eerste instantie werd uitgegaan van een cirkelvormige opstelling maar uiteindelijk is gekozen voor twee lineaire opstellingen die letterlijk van de ene kant van de hal naar de andere lopen. Daarbij nemen ze een oppervlak in van 20 x 20 m. Toen een ruimtelijk passende oplossing was gevonden, zijn de benodigde robots ingetekend. Ook deze zijn gebaseerd op onder andere afmetingen en gewicht maar uiteraard ook op cyclustijden. Vervolgens is deze eerste opzet doorgerekend op technische en financiële haalbaarheid. Hieruit kwamen in dit geval vier kritische punten waarvoor we extra haalbaarheidsstudies hebben gedaan. Uiteindelijk is de opdracht aan ons gegund.”
Tommy Hofkens: “Je start altijd met het intekenen van de opbouw van de lijn waarbij je rekening houdt met afmetingen, gewichten, gewenste buffers enzovoorts. In eerste instantie werd uitgegaan van een cirkelvormige opstelling maar uiteindelijk is gekozen voor twee lineaire opstellingen die letterlijk van de ene kant van de hal naar de andere lopen. Daarbij nemen ze een oppervlak in van 20 x 20 m. Toen een ruimtelijk passende oplossing was gevonden, zijn de benodigde robots ingetekend. Ook deze zijn gebaseerd op onder andere afmetingen en gewicht maar uiteraard ook op cyclustijden. Vervolgens is deze eerste opzet doorgerekend op technische en financiële haalbaarheid. Hieruit kwamen in dit geval vier kritische punten waarvoor we extra haalbaarheidsstudies hebben gedaan. Uiteindelijk is de opdracht aan ons gegund.”
Eindoplossing
In het eindontwerp omvat de productielijn de geautomatiseerde aan- en afvoer van de verschillende kasdelen en zijn voor de lasinstallatie een groot aantal Yaskawa robots geselecteerd. Twee grote robots voor de handling van de onderdelen die afmetingen kunnen hebben tot 13 m (onder andere de kokerprofielen) en daarnaast vier kleinere handling robots. Tevens per lijn zes lasrobots ingezet voor het maken van de lasverbindingen en exemplaren die het aflassen verzorgen. De handling- en lasrobots worden op tracks geplaatst die door middel van een tandheugel langs de lijn bewegen. Voor de aandrijving van iedere track met robot wordt gebruik gemaakt een servomotor die ook wordt beschouwd als de zevende as van de robot.
Grote lasrobots
 De laswerkzaamheden worden uitgevoerd door zes Yaskawa AR-3120 robots. Dit zijn de grootste 6-assige robots uit deze range met een werkbereik van 3.124 mm en een laadvermogen tot 20 kg. De doorvoer van de bekabeling gebeurt centraal en door een holle as waardoor ze niet met het werkstuk in aanraking kunnen komen. Dit draagt onder meer bij aan een betere toegankelijkheid tot het laswerkstuk maar ook een langere levensduur van de bekabeling.
De laswerkzaamheden worden uitgevoerd door zes Yaskawa AR-3120 robots. Dit zijn de grootste 6-assige robots uit deze range met een werkbereik van 3.124 mm en een laadvermogen tot 20 kg. De doorvoer van de bekabeling gebeurt centraal en door een holle as waardoor ze niet met het werkstuk in aanraking kunnen komen. Dit draagt onder meer bij aan een betere toegankelijkheid tot het laswerkstuk maar ook een langere levensduur van de bekabeling.
Alle lasrobots zijn voorzien van een LSQ5 stroombron die geen gebruik maakt van de gebruikelijke inverters maar werkt op basis van ‘Direct Control Technology’ (DCT). Door deze technologie wordt de benodigde energie zonder vertraging direct beschikbaar gesteld voor het lasproces wat de dynamiek en nauwkeurigheid van het lasproces ten goede komt. De flexibele finetuning komt voor rekening van een CPU die continu het lasproces controleert en op basis van de bevindingen de stroomsterkte of spanning aanpast. Dit leidt niet alleen tot een hoge nauwkeurigheid maar tevens tot een lagere warmteontwikkeling wat ook de kwaliteit van de las weer ten goede komt.
Voor de handling van de onderdelen is de keuze gevallen op twee GP120RLs en vier GP180-120 robots. Ook hier gaat het om 6-assige robots waarbij de eerste een werkbereik heeft van ruim 4 m en geschikt is voor draaglasten tot 120 kg. De vier kleinere 6-assige robots hebben een werkbereik tot 2700 mm en een draaglast van 180 kg.
Vanuit modellen aansturen
Tommy Hofkens: “Alle robots worden aangestuurd via een YRC1000 controller. Hiermee is een gesynchroniseerde bediening tot maximaal acht robots mogelijk wat voor deze toepassing zéker ruim voldoende is. De robots worden in eigen huis geprogrammeerd wat betekent dat eventuele aanpassingen als gevolg van procesoptimalisatie bij de kassenbouwer of wijzigingen in de configuratie van de lijn, snel door ons zijn te realiseren. Verder is de bediening dermate eenvoudig dat de gebruiker de robots niet zelf hoeft te programmeren. De klant kan het 3D model van de tralieligger in onze eigen gemaakte software inladen. Vanuit deze modellen worden de robots automatisch geprogrammeerd en vervolgens aangestuurd. Zeker voor deze kassenbouwer een belangrijk punt aangezien alle opdrachten klantspecifiek zijn. In principe is iedere volgende opdracht anders ten aanzien van de gewenste profielen, de afmetingen en het aantal laspunten. Het aanpassen van de robotprogramma’s is dus aan de orde van de dag.”
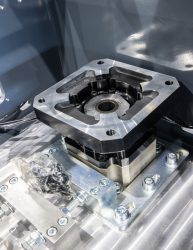
Tandwielkasten, rondsels en heugels
 Om een nauwkeurige en betrouwbare productielijn op te zetten, is tot slot een stabiele constructie nodig. Voor een lijn van enkele tientallen meters lang betekent dit extra aandacht voor de tandwielkasten, rondsels en heugels op basis waarvan de robots zich voortbewegen. Voor dit type producten werkt Roboflex al langere tijd samen met Apex Dynamics.
Om een nauwkeurige en betrouwbare productielijn op te zetten, is tot slot een stabiele constructie nodig. Voor een lijn van enkele tientallen meters lang betekent dit extra aandacht voor de tandwielkasten, rondsels en heugels op basis waarvan de robots zich voortbewegen. Voor dit type producten werkt Roboflex al langere tijd samen met Apex Dynamics.
Dit bedrijf leverde voor de geautomatiseerde laslijn vier sets AF 100 planetaire tandwielkasten met een overbrengverhouding van 7:1 en zes sets AF140 planetaire kasten met een overbrengverhouding van 10:1. Alle kasten zijn voorzien van een spline (DIN5480) uitgaande as waarmee een hoge nauwkeurigheid en de gewenste krachtenoverbrenging is te realiseren.
 Bij de vier sets tandwielkasten is op de uitgaande as een module 2 rondsel gemonteerd met een schuine vertanding. Deze grijpt in op in totaal 28 meter tandheugel – verdeeld over delen met een lengte van 1 meter – met uiteraard eveneens een schuine vertanding in kwaliteit Q6M. Eric Megens is Sales Manager bij Apex Dynamics en geeft aan: “Dit type rondsels en heugels is met een hoge nauwkeurigheid te produceren en levert precies de eigenschappen die nodig zijn voor lijnen die zo lang zijn als deze. Voor de tweede set tandwielkasten zijn uiteraard ook rondsels geleverd maar dan in module 3. Ook hier is gekozen voor de schuine vertanding en bijbehorende tandheugels met een totale lengte van 32 meter.”
Bij de vier sets tandwielkasten is op de uitgaande as een module 2 rondsel gemonteerd met een schuine vertanding. Deze grijpt in op in totaal 28 meter tandheugel – verdeeld over delen met een lengte van 1 meter – met uiteraard eveneens een schuine vertanding in kwaliteit Q6M. Eric Megens is Sales Manager bij Apex Dynamics en geeft aan: “Dit type rondsels en heugels is met een hoge nauwkeurigheid te produceren en levert precies de eigenschappen die nodig zijn voor lijnen die zo lang zijn als deze. Voor de tweede set tandwielkasten zijn uiteraard ook rondsels geleverd maar dan in module 3. Ook hier is gekozen voor de schuine vertanding en bijbehorende tandheugels met een totale lengte van 32 meter.”
Voor de smering van de in totaal tien rondsel/tandheugelaandrijvingen zijn tevens bijbehorende PU smeerrondsels geleverd. Dit inclusief alle connectoren voor de slangen die het smeermiddel aanvoeren.
Samenwerking
 Tommy Hofkens besluit: “De samenwerking met Apex Dynamics is al jaren bijzonder goed door onder meer de korte levertijden en eenvoudig omdat het goed klikte. Onze engineers zijn bovendien erg te spreken over de eenvoud waarmee ze zelf de gewenste producten op de website kunnen vinden, selecteren en bestellen. Hierbij kunnen ze bovendien de bijbehorende tekeningen direct downloaden en in hun eigen ontwerp integreren. Dat scheelt tijd én verkleint de kans op fouten. Natuurlijk moet daarbij ook de kwaliteit in orde zijn. En tja, als je nooit problemen hebt, geen klachten krijgt van klanten en alles draait, dan is deze volgens mij orde. Wat dat betreft is de toeleverancier nét zo belangrijk als de klant. Ik kijk dan ook met een goed gevoel terug op dit project. De geautomatiseerde laslijn is maximaal afgestemd op de werkzaamheden van Maurice Kassenbouw en is veilig en ergonomisch voor de medewerkers. Door de hoge graad van automatisering heeft het bedrijf het aantal mensuren van dit deel van de productie aanzienlijk gereduceerd. Dit leidt bij de kassenbouwer overigens niet tot ontslagenen maar tot de mogelijkheid meer opdrachten aan te nemen en een afname van de druk om meer goede mensen te vinden.
Tommy Hofkens besluit: “De samenwerking met Apex Dynamics is al jaren bijzonder goed door onder meer de korte levertijden en eenvoudig omdat het goed klikte. Onze engineers zijn bovendien erg te spreken over de eenvoud waarmee ze zelf de gewenste producten op de website kunnen vinden, selecteren en bestellen. Hierbij kunnen ze bovendien de bijbehorende tekeningen direct downloaden en in hun eigen ontwerp integreren. Dat scheelt tijd én verkleint de kans op fouten. Natuurlijk moet daarbij ook de kwaliteit in orde zijn. En tja, als je nooit problemen hebt, geen klachten krijgt van klanten en alles draait, dan is deze volgens mij orde. Wat dat betreft is de toeleverancier nét zo belangrijk als de klant. Ik kijk dan ook met een goed gevoel terug op dit project. De geautomatiseerde laslijn is maximaal afgestemd op de werkzaamheden van Maurice Kassenbouw en is veilig en ergonomisch voor de medewerkers. Door de hoge graad van automatisering heeft het bedrijf het aantal mensuren van dit deel van de productie aanzienlijk gereduceerd. Dit leidt bij de kassenbouwer overigens niet tot ontslagenen maar tot de mogelijkheid meer opdrachten aan te nemen en een afname van de druk om meer goede mensen te vinden.
Win-win.”
Uitgever : Aandrijftechniek, Eisma Industriemedia
Tekst : Marjolein de Wit-Blok
Foto’s : Peter Roek
Verdiep je in Apex Dynamics’ basisprincipes
Beheers jouw kennis van tandwielkasten, tandheugels, rondsels en smeersystemen
Doe de APEXperience